



máy phay cad cam tốt nhất cho nha khoa có độ chính xác cao
2024-07-04
2024-11-10
trong lĩnh vực nha khoa phục hồi, zirconia toàn sứ được ưa chuộng vì kết quả thẩm mỹ tuyệt vời và khả năng tương thích sinh học. trong bài viết này, chúng tôi sẽ thảo luận sâu về các điểm kỹ thuật chính của việc mài răng toàn sứ zirconia và cung cấp cho bạn hướng dẫn vận hành toàn diện.
i. chuẩn bị bề mặt nhai
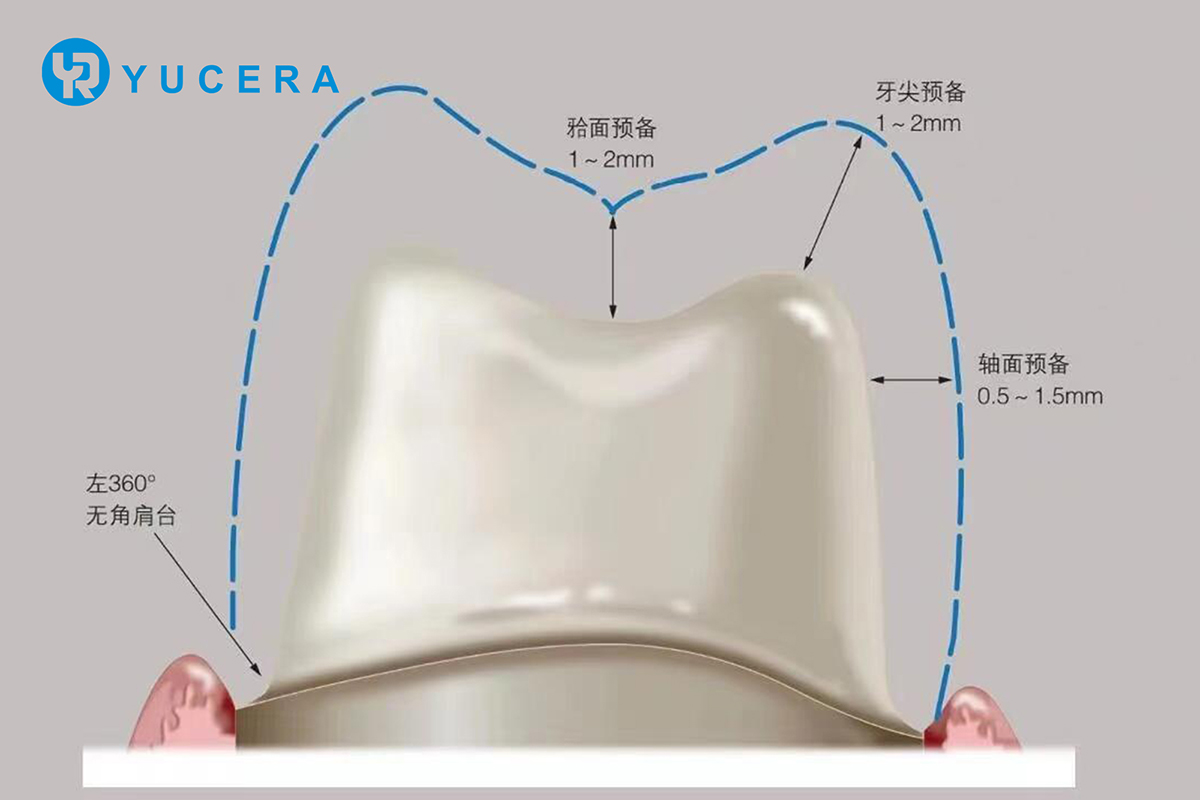
độ dày khớp cắn của vật liệu toàn sứ truyền thống được sử dụng để phục hồi toàn thân thường là 1,5-2,0 mm, trong khi cường độ của zirconia có thể đạt tới 800 mpa trở lên, vượt xa đáng kể so với vật liệu toàn sứ truyền thống và độ bền gãy của nó cũng cao hơn nhiều. cao hơn, đạt 5-10 mpa-m½. các nghiên cứu đã chỉ ra rằng phục hình bằng mão toàn zirconia trơn cần khoảng phục hồi ít nhất là 0,5 mm và trong những trường hợp đặc biệt như mài răng về đêm hoặc trụ đổi màu, thời gian mài răng nên tăng lên vừa phải. do đó, lượng mài được khuyến nghị là 0,5-1,0 mm đối với mão toàn bằng zirconia trơn, và người ta nhận thấy rằng cùi giải phẫu có độ nghiêng chóp 30° sẽ tốt hơn đáng kể so với mài bán giải phẫu (độ nghiêng chóp 15-30°) và các chế phẩm phi giải phẫu (độ nghiêng đỉnh 0°) về mặt lề và độ khít bên trong. vì vậy, việc chuẩn bị giải phẫu được ưu tiên cho bề mặt nhai.

ii. chuẩn bị răng theo trục
độ hội tụ khớp cắn toàn phần (toc) là một thông số quan trọng trong quá trình chuẩn bị răng theo trục, khi toc giảm thì lực duy trì có thể được cải thiện. tuy nhiên, do độ nhạy kỹ thuật cao của việc chuẩn bị nên khó đạt được giá trị toc từ 2-5° trong thực tế và nó cũng có thể làm tăng áp suất thủy tĩnh của xi măng được liên kết, có thể ảnh hưởng đến sự tràn của xi măng dư thừa. do đó, nên giữ toc trong khoảng 10-22° và giá trị toc chính xác sẽ phụ thuộc vào loại abutment. ví dụ, đối với răng hàm lớn thứ nhất hàm dưới, thông thường nên đặt toc ở 24° theo hướng gần-xa-trong và 22° theo hướng má trong. độ dày thành trục của mão toàn zircon không ảnh hưởng đáng kể đến độ bền gãy và khuyến nghị rằng độ dày thành trục của mão toàn zircon nên ít nhất là 0,5 mm.
iii. thiết kế cạnh
các cạnh sứ được làm từ vật liệu hoàn toàn bằng gốm thông thường yếu hơn một chút so với các cạnh kim loại và khó gia công thành các cạnh có hình dạng cạnh hơn. trong thực hành lâm sàng, mão toàn sứ thường được chế tạo với cạnh rãnh hoặc vai. ngày nay, với việc sử dụng sứ zirconia và sự cải tiến của kỹ thuật xử lý toàn sứ, mão răng zirconia có cạnh sắc nét đã ra đời. bàn vai có khả năng chịu lực gãy lớn hơn, trong khi các cạnh có cạnh và rãnh giúp giữ lại nhiều mô răng hơn. tải trọng gãy của mép rãnh có liên quan đến độ sâu của nó và việc sử dụng thiết kế mép có rãnh sâu sẽ làm tăng độ dày vật liệu và dẫn đến các góc bên trong được bo tròn và do đó tải trọng gãy cao hơn. bờ nướu phẳng mang lại khả năng tự làm sạch vượt trội, ít gây kích ứng nướu hơn và lấy dấu chính xác hơn so với bờ dưới nướu. vì vậy, ngoại trừ những trường hợp răng trụ bị thiếu đến tận viền nướu thì nên ưu tiên thiết kế viền nướu phẳng.
iv. chuẩn bị răng zirconia siêu trong suốt
zirconia siêu trong suốt kém bền hơn zirconia thông thường và do đó đòi hỏi phải thiết kế độ dày thân răng cẩn thận hơn. ngay cả khi độ dày tăng lên một chút cũng có thể cải thiện đáng kể độ bền và độ dày tối thiểu được khuyến nghị cho mão zirconia trong suốt là 0,8 mm. đối với các trụ có màu sắc bình thường, có thể chọn zirconia trong suốt từ 0,8 đến 1,5 mm. vì thực tế là bờ mỏng hơn dễ bị gãy hơn, thiết kế viền của mão zirconia trong suốt được khuyến nghị dựa trên bờ có rãnh hoặc vai tròn bên trong, với độ rộng tăng thích hợp.







